
Chemicals
Eliminating Process Blind Spots in Calcium Carbide Manufacturing with Real-Time ML Soft-Sensors
Case StudyChemicalsJune 30, 2026
To bridge the gap between physical operations and lab results, we engineered and deployed a customized machine learning soft-sensor to act as a continuous quality analyzer.
A leading industrial chemicals producer was experiencing significant process entitlement losses in their calcium carbide operations due to the physical limitations of submerged arc furnaces. Operating at temperatures exceeding 2000°C, real-time quality measurement was impossible, and the plant relied on laboratory analysis that took hours to process. By deploying our machine learning-based soft-sensor directly into their Distributed Control System (DCS), we provided the control room with a real-time, virtual analyzer. This deployment eliminated operational blind spots, stabilized product grade, and rapidly generated measurable energy savings.
The Challenge: The Cost of Operating Blind
The client’s endothermic smelting process was highly sensitive to feed ratios and thermal dynamics.
The Blind Spot: Plant operators relied on physical sampling taken only after the furnace was tapped. Chemical analysis results arrived up to four hours after the material was actually smelted.
The Impact: During this latency period, the furnace operated without accurate feedback. Minor drifts in the lime-to-coke ratio or unoptimized electrode depths went unnoticed. As a result, the plant consumed massive amounts of high-voltage electricity to unknowingly produce off-spec material—a direct loss of process entitlement and a heavy drain on operating margins.
The Solution: Real-Time Predictive Integration
To bridge the gap between physical operations and lab results, we engineered and deployed a customized machine learning soft-sensor to act as a continuous quality analyzer.
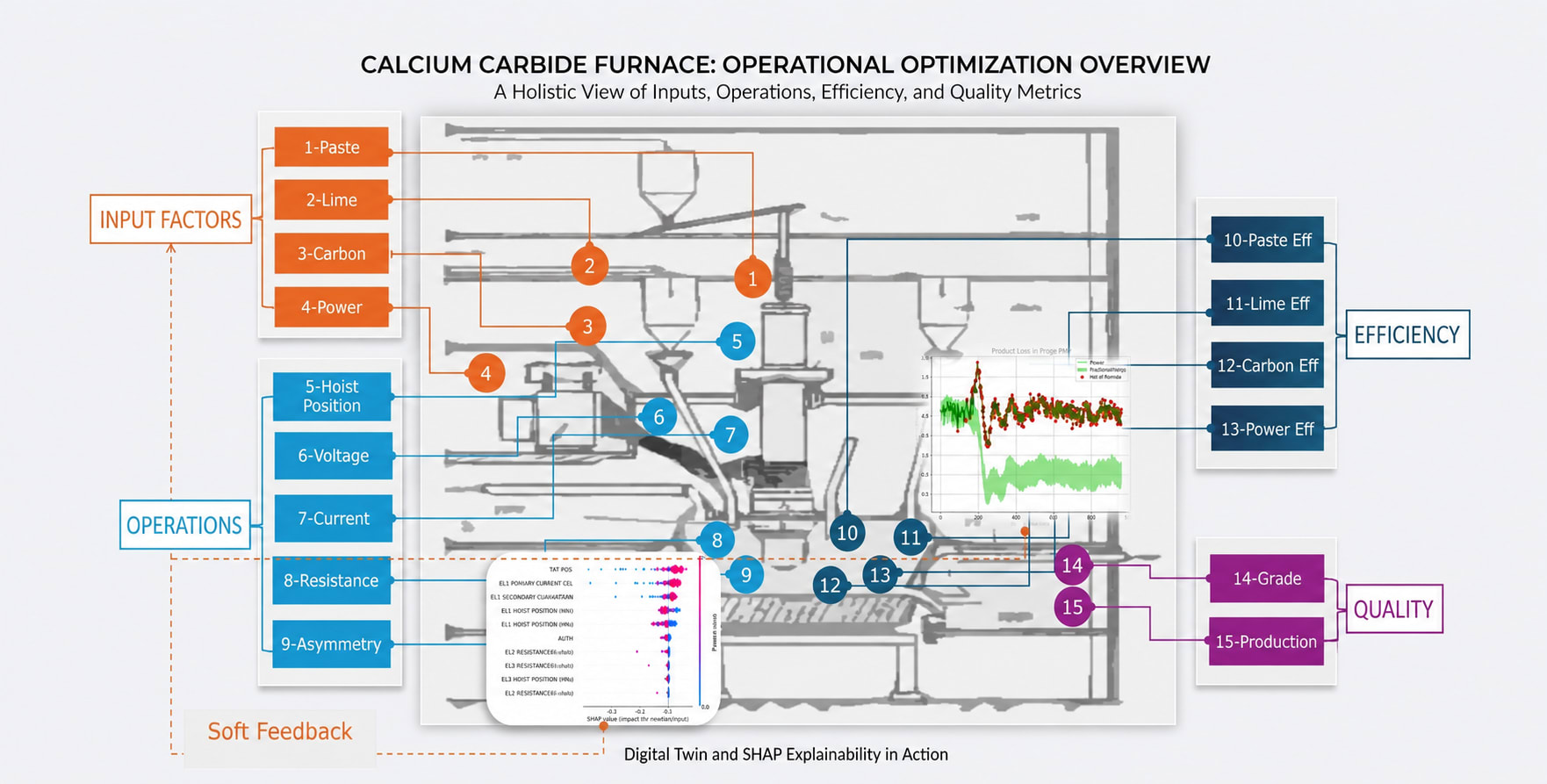
Data Integration: We integrated the model directly into the plant's DCS, ingesting high-frequency data streams including electrical parameters (active power, phase currents), chemical inputs (feed ratios), and thermal off-gas data.
Algorithmic Approach: Rather than solely optimizing for point accuracy, we explicitly tuned the predictive model to maintain the lowest possible variance in its residuals.
Anomaly Detection: By establishing a rigorously quiet residual baseline during normal operations, the model became highly sensitive to process deviations. When conditions began to drift—due to charge bridging, electrode wear, or wet raw materials—the resulting anomaly spikes immediately alerted operators, allowing for
intervention hours before an off-spec tap could occur.
The Implementation Strategy
To ensure safe, robust integration without disrupting critical plant infrastructure, the project was executed in two risk-mitigated phases:
Phase 1: 3-Month Pilot & Offline Simulation
Historical Validation: We ingested two years of historical DCS and laboratory data to train the initial algorithms and establish the baseline residual variance.
Shadow Mode: The model ran parallel to live operations, validating predictions against actual lab results without affecting plant control loops. During this phase, we established safe tag names, automated backfilling logic, and database safeguards.
Phase 2: Plant-Scale Deployment
DCS Integration: The validated soft-sensor was transitioned into the live control environment.
Operator Enablement: We deployed clean, minimalist control room dashboards providing operators with real-time visibility into the predicted calcium carbide grade and instant anomaly alerts.
Process Shift: We conducted targeted training to shift the control room culture from reactive troubleshooting to proactive process optimization.
The Business Impact
Following full deployment, the client realized immediate operational and financial improvements:
Stabilized Quality: Variance in the final calcium carbide grade was significantly reduced, resulting in a measurable increase in premium-purity product yields.
Energy Efficiency: The plant achieved a noticeable reduction in specific energy consumption. Operators optimized furnace power in real-time rather than reacting to delayed lab results.
Proactive Interventions: The soft-sensor's anomaly detection successfully prevented multiple off-spec batches within the first quarter of deployment, recovering capital that historically would have been lost.